

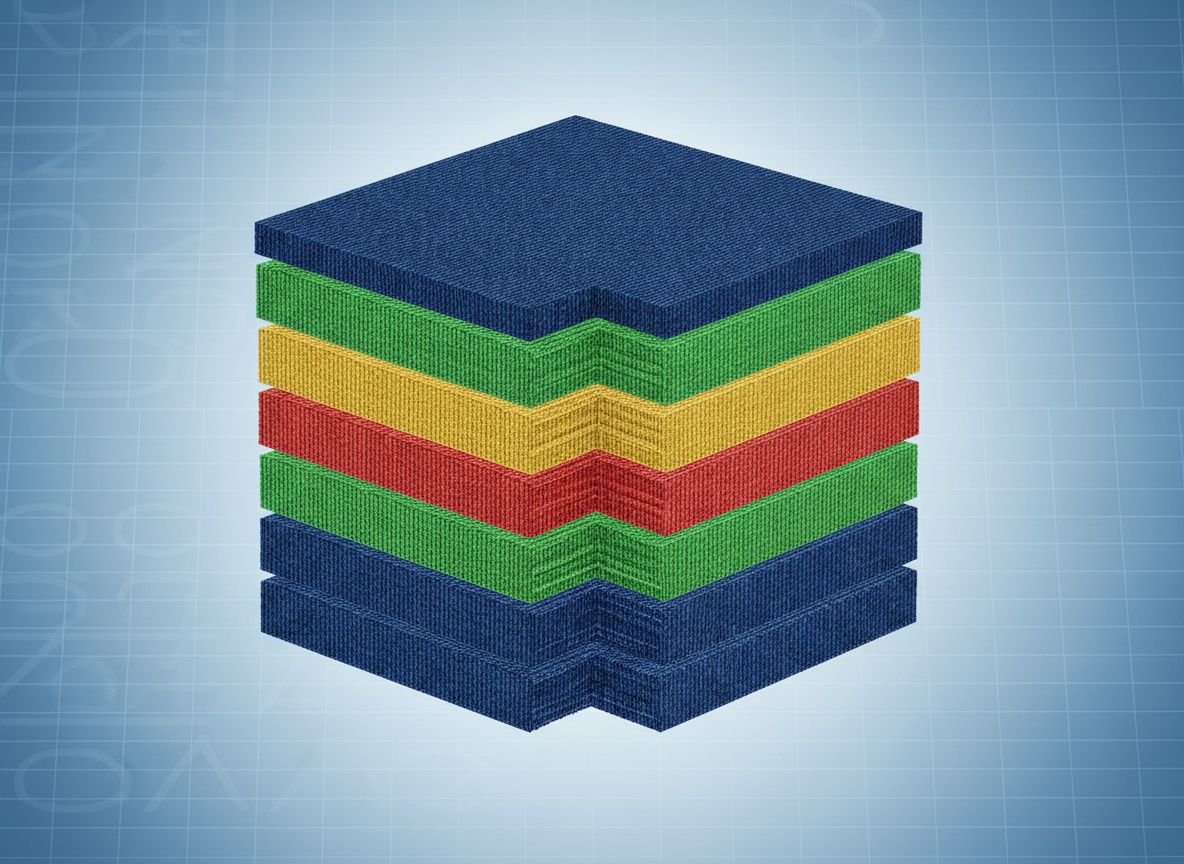

Composite stacking optimization is the selection of ply orientations, thicknesses, and sequences to maximize structural performance under defined constraints.
The design space is combinatorial, non-convex, and tightly bound by manufacturing rules, failure criteria, and load-specific stability requirements. Convergence rate decreases exponentially with more than 10 design variables.
The method chosen determines whether the solution is feasible.
This article covers:
- How manufacturing rules, computational complexity, and stability constraints define the feasible stacking design space
- Three optimization methods: quantum inspired optimization using BQP, genetic algorithms, and simulated annealing, with step-by-step execution for each
- Key metrics including failure index, buckling load factor, and laminate weight to track across iterations
Every section assumes working knowledge of classical lamination theory and active use of FEM-based composite design tools.
What Limits Composite Stacking Performance?
Optimization starts by identifying dominant constraints like ply clustering, disorientation rules, and stability under applied loads.
1. Manufacturing Constraints (Ply Clustering and Disorientation)
Rules limit consecutive same-orientation plies to a maximum of three or four and require minimum angle differences of 15 to 30 degrees between adjacent plies.
These rules restrict feasible sequences and apply knock-down factors to strength and strain allowables, directly narrowing the optimization search space.
2. Computational Complexity
For N plies with discrete angles, the design space grows factorially, making complex optimization using quantum algorithms the most effective approach for high-dimensional composite stacking problems.
Non-linear, non-convex problems with local minima require global search methods. Classical solvers struggle at high ply counts without significant parallelization.
3. Stability and Failure Constraints
Buckling, maximum stress, Tsai-Wu, and Hashin criteria limit which sequences are structurally viable. Uni-directional laminates are prone to microbuckling under compression.
Clustered plies under impact loading induce delamination. This constrains any high-strain design where impact resistance and compression performance must coexist.
4. Material and Load Variability
Ply thickness and orientation changes alter stress distribution across the laminate. Hybrid fiber configurations introduce additional interfacial adhesion issues.
Load type, whether in-plane, bending, or impact, changes which orientations are optimal. Global optimization must couple local ply designs to system-level load paths.
Together, these four constraints define the feasible design envelope for any composite stacking optimization problem.
What Are the Optimization Methods for Composite Stacking?
Three methods address the discrete, combinatorial nature of ply angle and thickness selection across manufacturing and failure constraints.
Method 1: Quantum Inspired Optimization Using BQP
BQP is a quantum-inspired simulation platform that applies quantum mathematical principles to classical HPC environments for solving QUBO-formulated problems.
It applies to composite stacking by encoding ply angles and thicknesses as binary variables, then minimizing laminate mass under burst, strength, and manufacturing constraints using BQPhy on HPC infrastructure.
BQP is best suited for high-dimensional laminate designs with discrete variables and system-level coupling requirements, particularly in aerospace panel optimization.
Step by Step Execution for This Component Using BQP
Step 1: Encode Stacking Variables into QUBO
Map ply angles, including 0°, ±45°, and 90°, and ply thicknesses to binary decision variables formatted for quantum-inspired solver input.
Step 2: Define Laminate Objective Function
Set the objective to minimize laminate weight subject to a buckling load factor greater than 1.15 and a failure index below 1.
Step 3: Incorporate Manufacturing and Failure Penalties
Add Hamiltonian penalty terms for disorientation and clustering violations. Import FEM-derived load cases to bound constraint evaluation correctly.
Step 4: Run BQPhy Solver on HPC
Execute the quantum-inspired solver across the encoded design space to search for global minima across feasible stacking sequences.
Step 5: Retrieve and Validate Optimal Sequence
Extract the top-ranked ply sequence and verify structural performance via CLT and FEM using Hashin or Tsai-Wu failure criteria.
Step 6: Adjust Dispersion Controls and Re-Run
If dispersion rules are violated or failure margins are tight, update objectives or penalty weights and re-run the solver with revised settings.
Practical Constraints and Failure Modes with BQP
BQP is limited to QUBO-formulable problems. Problems exceeding 100 plies require substantial HPC resources to simulate the full search space.
Premature convergence occurs when binary encoding is poorly structured. Ill-defined initial encodings produce low-quality solutions despite apparent solver convergence.
Method 2: Genetic Algorithms (GA)
Genetic algorithms evolve populations of stacking sequences through selection, crossover, and mutation to optimize discrete ply variables across generations, similar to techniques used in topology optimization of airfoil structures.
GA fits composite stacking because it handles non-convex, multi-objective problems involving weight, buckling load, and strength simultaneously, with repair mechanisms enforcing manufacturing constraints throughout the search.
GA performs best for buckling and impact optimization problems with 10 to 200 plies using standard angle sets, where it converges faster than ant colony optimization.
Step by Step Execution for This Component Using Genetic Algorithms
Step 1: Initialize Symmetric Ply Population
Generate a population of random symmetric stacking sequences using the discrete angle set, including 0°, ±45°, 90°, and ±30° where applicable.
Step 2: Evaluate Fitness via CLT and FEM
Compute buckling load factor and failure indices using Tsai-Wu or Hashin criteria for each individual in the population.
Step 3: Apply Crossover on Elite Parents
Perform uniform or single-point crossover on the top-ranked parent sequences to produce offspring that retain symmetry and structural character.
Step 4: Mutate and Repair Constraint Violations
Flip ply angles using defined increments, then apply repair logic to eliminate clustering and disorientation violations introduced during mutation.
Step 5: Rank and Select Top Sequences
Order the population by fitness using minimum weight and maximum reserve factor as criteria. Retain the top elite individuals for the next generation.
Step 6: Iterate Until Convergence
Repeat selection, crossover, mutation, and evaluation cycles for up to 100 generations or until fitness stagnation is detected across consecutive generations.
Step 7: Output and Validate Final Layup
Extract the optimal stacking sequence and validate it against all manufacturing constraints and structural performance targets before finalizing.
Practical Constraints and Failure Modes
GA fails to reach the global optimum when population size is too small or mutation rates are insufficient. Problems exceeding 50 plies require parallelism.
The method is sensitive to crossover rate settings and may produce sequences that violate manufacturing rules when repair operators are not implemented correctly.
Method 3: Simulated Annealing (SA)
Simulated annealing explores the laminate design space by probabilistically accepting worse solutions during search, cooling toward a global optimum over successive iterations.
It applies to composite stacking using fiber angle and ply count as continuous or discrete variables, evaluating each candidate against stress and Tsai-Wu failure criteria throughout the cooling schedule.
SA performs best for plates under combined in-plane and out-of-plane loads with high variable counts, where genetic algorithms are slow to converge.
Step by Step Execution for This Component Using Simulated Annealing
Step 1: Select Baseline Symmetric Layup
Choose a starting symmetric stacking sequence from CLT analysis that achieves the target stiffness properties for the applied load case.
Step 2: Perturb Neighboring Ply Configuration
Randomly change a single ply angle or thickness within the discrete angle set, enforcing the constrained discrete variable set throughout.
Step 3: Evaluate Objective and Constraint Delta
Compute the change in objective (laminate thickness or weight) and constraint satisfaction (failure criteria) for the perturbed configuration versus the current state.
Step 4: Accept or Reject Based on Temperature
Accept the new configuration if it improves the objective, or accept probabilistically using exp(-delta/T). Cool the temperature geometrically after each step.
Step 5: Monitor Convergence and Restart if Trapped
Track the best solution found across all iterations. Trigger a restart from the best known state if the search becomes trapped in a local minimum.
Step 6: Run FEM Validation on Final Candidate
Execute FEM analysis on the converged candidate sequence to confirm buckling load factor and failure index targets are met before acceptance.
Practical Constraints and Failure Modes
SA is slow for very large design spaces and depends heavily on the quality of the initial layup guess. Cooling too fast produces local minima rather than global solutions.
The method is less parallelizable than genetic algorithms and does not account for ply symmetry requirements without explicit modifications to the perturbation and acceptance logic.
Key Metrics to Track During Composite Stacking Optimization
Failure Index (Hashin/Tsai-Wu)
Failure index measures the maximum risk of fiber failure, matrix failure, or interlaminar failure across all plies in the laminate under applied loads.
A failure index below 1 ensures a structural safety margin and is the primary feasibility gate for any composite stacking sequence across all optimization methods.
Buckling Load Factor
Buckling load factor is the ratio of the critical buckling load to the applied load for the optimized laminate configuration under compression or combined loading.
A value greater than 1.15 is the typical minimum target. Thin laminates are particularly sensitive to this metric across aerospace and structural applications.
Laminate Weight and Thickness
Laminate weight and thickness measure the total mass and dimensional outcome of the optimized ply sequence after all constraints are satisfied.
Weight is the primary sizing objective in aerospace composite design. It directly balances structural performance against mass targets across the full optimization run.
Together, these three metrics determine whether an optimized stacking sequence is structurally viable and ready for detailed design validation.
Frequently Asked Questions About Composite Stacking Optimization
What ply angles are standard in composite stacking optimization?
Standard ply angles are 0°, ±45°, and 90°. Some applications extend this to ±30° to expand the design space, though finer angle increments increase combinations by more than 9x.Discrete angle sets reduce the combinatorial problem to a manageable scale.
How do you enforce manufacturing rules during stacking optimization?
Manufacturing rules are enforced via penalty terms in BQP formulations, repair operators in genetic algorithms, or constraint checks in simulated annealing. The most common rules limit consecutive same-orientation plies to a maximum of three or four.Dispersed sequences improve impact damage tolerance.
When should you use GA over quantum-inspired optimization for laminate design?
GA suits medium-scale problems with 10 to 200 plies using standard angle sets where classical compute is sufficient. Quantum-inspired BQP scales better for high-dimensional aerospace composites with strict manufacturing constraints.The decision depends on ply count and problem dimensionality.
What are the most common structural failure modes in optimized laminates?
Delamination is the most common failure mode in clustered ply sequences under impact loading. Microbuckling occurs in uni-directional laminates under compression and is tracked via Hashin failure criteria.Dispersing ply orientations reduces delamination risk.
.png)
.png)

.svg)
.svg)
.svg)
.svg)